







VISUALIZE EM
360°
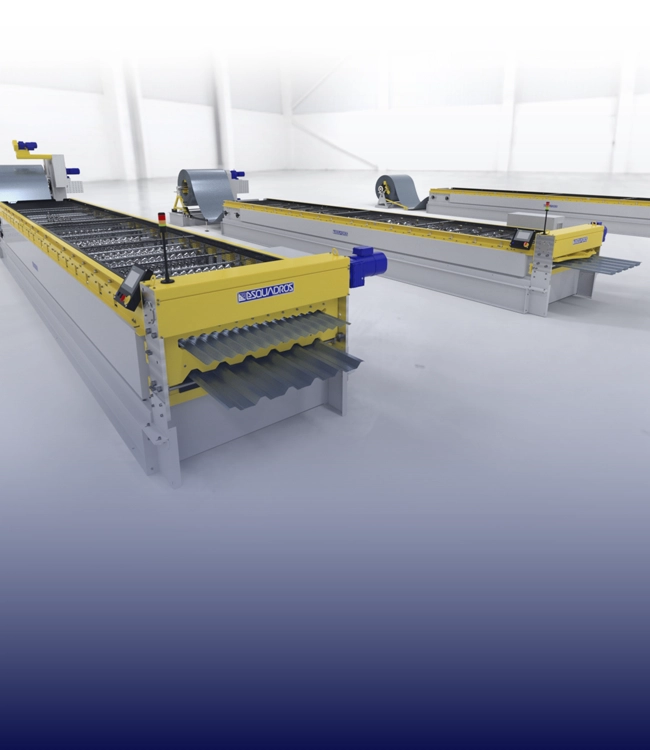
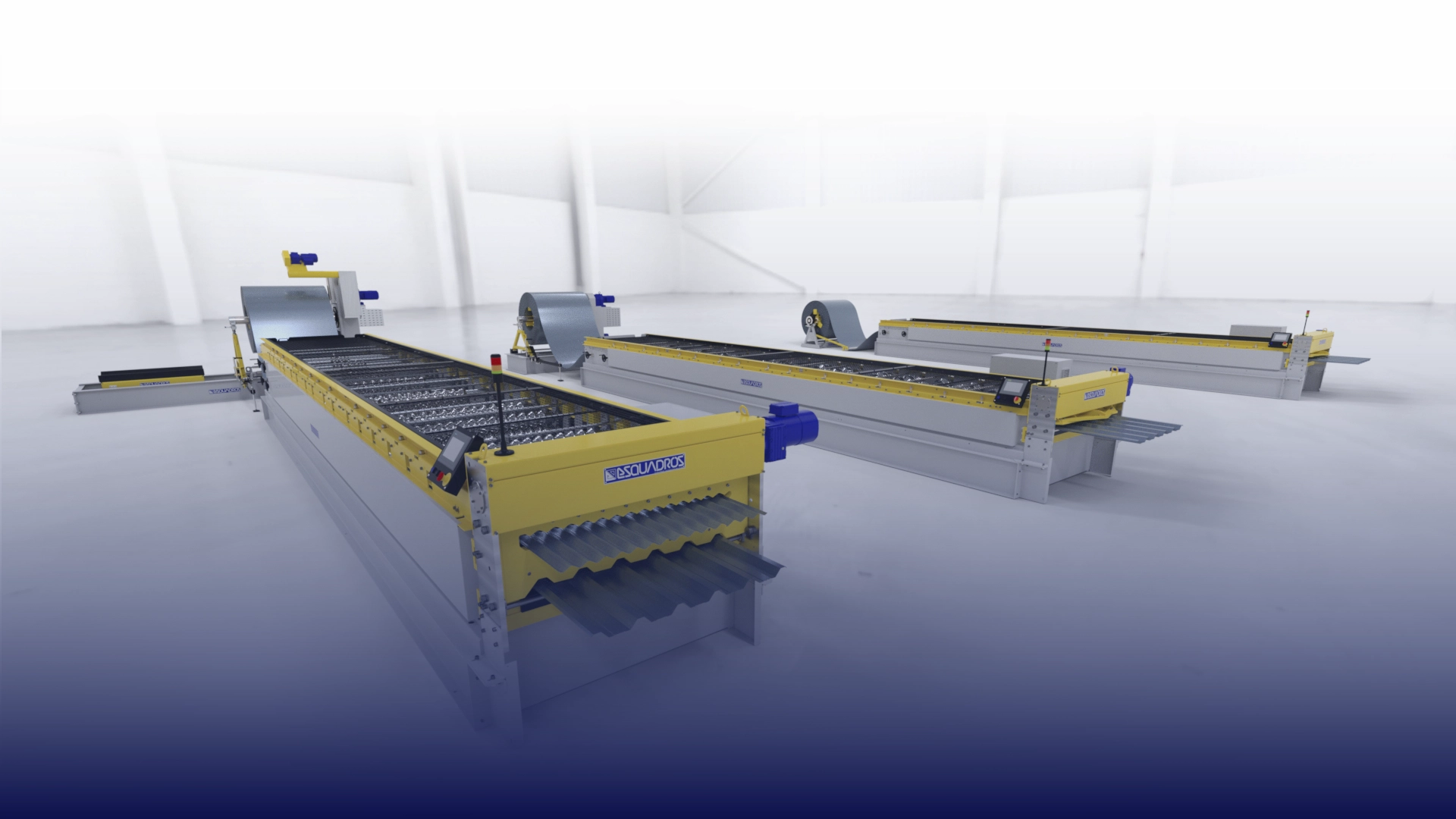
MÁQUINAS DE TELHAS
ESQUADROS®
ESQUADROS PREMIUM®
Máquinas para clientes que possuem regime de trabalho severo e alta produção. O estado da arte para processar bobinas.
ESQUADROS PRO®
Para clientes que buscam baixar o custo fixo através da automação, menos mão de obra na fábrica.
ESQUADROS ESSENCIAL®
Perfeita para clientes que não possuem demanda para alta produção da máquina e dispensam a automação dos setups.





INOVAÇÃO E TECNOLOGIA PARA FABRICAÇÃO DE TELHAS METÁLICAS ESQUADROS®
ESQUADROS É TRANQUILIDADE PRA VOCÊ!
As perfiladeiras de telhas metálicas da Esquadros® são modelos de performance superior, com processo de fabricação revolucionário e modelo industrial com patente requerida.
Garantimos perfil produzido em conformidade com as normas brasileiras NBR 14513 e 14514 com a mais alta qualidade no corte e na superfície das telhas. Nossas perfiladeiras de telhas estão presentes nos principais fabricantes de telhas metálicas do Brasil e podem processar aço galvanizado, aço galvalume, aços pré-pintados, alumínio, entre outros.
Todos os projetos dos rolos de conformação são projetados e validados no software PROFIL, de tecnologia alemã, que verifica as tensões de conformação de acordo com as propriedades do material, proporcionando confiabilidade de que os rolos estarão aptos a conformar o perfil conforme as tolerâncias desejadas.

O ferramental de conformação das máquinas de telhas da Esquadros® conta com tecnologia exclusiva que mantém contato em toda a seção da chapa que está sendo conformada, em todos os estágios de conformação, de forma a garantir qualidade total no perfil produzido.
A Esquadros lança ao mercado sua nova tecnologia exclusiva de revestimento do ferramental de conformação, chamada E-GOLD®. Caracterizado pela cor dourada, esse tratamento superficial de titânio alia elevada resistência à corrosão com a redução do coeficiente de atrito, trazendo aos rolos de conformação da máquina da Esquadros o que há de mais moderno em termos de acabamento de superfície metálica, e reafirmando nosso compromisso com a inovação e tecnologia.
O projeto estrutural da máquina foi concebido considerando a atual legislação de segurança brasileira, o que possibilitou à perfiladeira de telhas Esquadros® ser a pioneira do mercado no quesito enquadramento à NR-12. Com apreciação de risco elaborada de acordo com as normas nacionais e internacionais por engenheiros próprios e independentes, nossas máquinas são concebidas para operar com o conceito de “modo seguro” e “parada segura” (STO – safe torque- off). Além de proteções físicas fixas e móveis, as máquinas contam com dispositivos de monitoramento e intertravamento eletrônicos, garantindo segurança em todas as zonas de risco e tranquilidade para os envolvidos.

O projeto flexível e uma ampla gama de equipamentos opcionais aumentam a facilidade operacional e a produtividade do conjunto, podendo reduzir drasticamente os tempos de setup e o custo da operação. Entre os opcionais:
• Motorização e controle eletrônico inteligente de velocidade do desbobinad
• Expansão hidráulica do mandril do desbobinador para fixação automática da bobi
• Braço pressionador “peeler” com rolo motoriza
• Carro de carga de bobin
• Mesa de entra
• Aparador de borda para fabricação de telhas termo-acústicas (“telha sanduíche
• Enrolador de refilos;
Conhecemos as expectativas dos nossos clientes e propomo-nos a fornecer máquinas excelentes, capazes de produzir perfis com alto padrão de qualidade. Cada uma de nossas perfiladeiras é rigorosamente testada dentro da Esquadros e aprovada antes da entrega.
MODELOS






COMPARATIVO DA LINHA
| CARACTERÍSTICAS | ESQUADROS ESSENCIAL® | ESQUADROS PRO® | ESQUADROS PREMIUM® |
|---|---|---|---|
Espessura máxima Desbobinador | |||
PRINCIPAIS CARACTERÍSTICAS
• Perfis produzidos de acordo com as normas NBR 14513 e 14514;
• Totalmente enquadrada na norma de segurança NR-12;
• Perfil mantém contato em toda a seção da chapa (exclusivo);
• Acabamento superficial de titânio dourado E-GOLD® (exclusivo);
• Projeto estrutural com patente requerida (exclusivo);
• Operação com IHM (interface homem-máquina) touch-screen SIEMENS;
• Bobinas até 15 toneladas;
• Espessuras de 0,25 a 0,65 mm;
• Velocidades de até 60 m/min;
• Guilhotina motorizada até 120 golpes por minuto;
• Projeto, manufatura e assistência técnica 100% nacionais;
• Entrega técnica nas instalações do cliente feita pelos nossos técnicos;
• Documentação completa da máquina;
NOSSOS DIFERENCIAIS
• Fabricação 100% nacional garante perfis produzidos de acordo com as normas brasileiras NBR 14513 e 14514, dentro do mais alto padrão de qualidade exigido pelo mercado;
• O ferramental de conformação conta com tecnologia exclusiva e inovadora que mantém contato em toda a seção da chapa que está sendo conformada, em todos os estágios de conformação, de forma a garantir qualidade total no perfil produzido – solução muito superior aos rolos espaçados que são usados no mercado.
• Primeira máquina do mercado nacional com guilhotina motorizada ultra-rápida, de alta produtividade e praticamente livre de manutenção;
• Facas da guilhotina com duas arestas de corte, fabricadas em aço-ferramenta superior VD2, temperadas e revenidas à vácuo, e cortadas por eletroerosão à fio, requerem menor afiação e possuem vida útil superior;
• O projeto estrutural da máquina foi concebido considerando a atual legislação de segurança brasileira, o que possibilitou à perfiladeira de telhas Esquadros® ser a pioneira no quesito enquadramento à NR-12;
• Enquadramento total na norma NR-12 (proteção da zona de risco na área de conformação);
• Motores de alto rendimento bem dimensionados que garantem maior eficiência, consumo mínimo de energia e sustentabilidade;
• Alta produtividade através da redução acentuada dos tempos de setup e otimização dos parâmetros da automação;
• Componentes de classe mundial e alta qualidade;
• A documentação completa da máquina inclui manuais de instalação, operação e manutenção, layout da máquina, diagrama dos circuitos elétrico, hidráulico e pneumático, certificação dos dispositivos de segurança utilizados, entre outros;
• Treinamentos e testes de operação disponíveis na Esquadros antes da expedição. Início de marcha e entrega técnica nas instalações do cliente feita pelos nossos técnicos;
• Serviço de pós-venda completo com capacidade de resposta, apoio total ao seu negócio em todo o ciclo de vida do produto, atendimento por técnicos e engenheiros com experiência e conhecimento especializado, alta disponibilidade de peças e serviços;

DIFERENCIAIS ESQUADROS®

EXPANSÃO SINCRONIZADA
Expansão sincronizada com articulação uniforme dos apoios do mandril, com acionamento centralizado em um único ponto. Proporciona setup rápido, fácil, mais seguro e menos dependente do operador. (linha Essencial)

FREIO A DISCO COM AJUSTE TRASEIRO
O freio a disco possui ajuste traseiro fora da área de risco, garantindo segurança ao operador. (linha Essencial)

CONTRA-APOIO DESLIZANTE
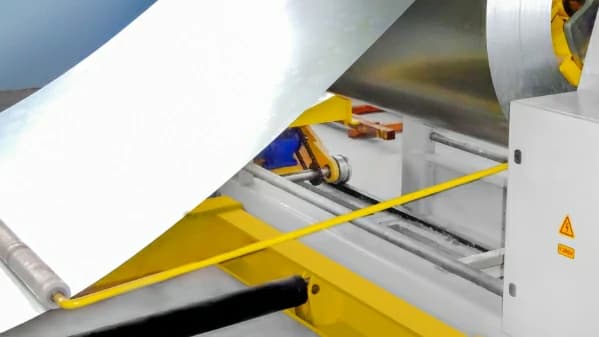
O desbobinador mancalizado conta com sistema de contra-apoio deslizante rolamentado, que facilita e agiliza a operação de introdução da bobina, solução inovadora e exclusiva da Esquadros, com patente requerida. (linha PRO e Premium)
CONTROLE ELETRÔNICO
O inversor de frequência com software especial recebe o sinal do sensor de monitoramento do loop (“barriga da chapa”) e varia automaticamente a velocidade do desbobinamento durante o processamento da linha (em malha fechada), proporcionando um funcionamento suave e uniforme, e eliminando a necessidade de intervenção do operador. Nas soluções convencionais do mercado o operador precisa ajustar constantemente a velocidade do motor através de um potenciômetro à medida que a bobina tem o seu diâmetro reduzido. (linhas Pro e Premium)

GUIAS DE ENTRADA ROLAMENTADAS
As guias de entrada são compostas de guias rolamentadas. O atrito com a chapa é mínimo, o que garante uma entrada suave, sem danificação da matéria-prima, e elimina a entrada de carepas da chapa na máquina oriundas do atrito entre a chapa e as guias, que podem danificar a superfície das telhas e incrustar no ferramental de conformação.

GUIAS DE ENTRADA SINCRONIZADAS COM REGULAGEM POR VOLANTES
As guias sincronizadas garantem o paralelismo na entrada da chapa, dessa forma a primeira telha já pode ser produzida com qualidade, eliminando a perda de matéria-prima e diminuindo a dependência do operador no processo. Além disso, os volantes estão em apenas um lado da operação, eliminando a necessidade de o operador contornar a máquina para ajustar as guias de entrada da chapa. Setup mais fácil e rápido.

FERRAMENTAL DE CONFORMAÇÃO EM 100% DO PERFIL
O ferramental de conformação das máquinas de telhas da Esquadros® conta com tecnologia exclusiva que mantém contato em toda a seção da chapa que está sendo conformada, em todos os estágios de conformação, de forma a garantir qualidade total no perfil produzido. Garante estabilidade durante o processamento e elimina possibilidade de desalinhamento do ferramental de conformação ocasionadas por eventuais vibrações.

TRATAMENTO SUPERFICIAL E-GOLD
Caracterizado pela cor dourada, esse tratamento superficial de titânio alia elevada resistência à corrosão com a redução do coeficiente de atrito, trazendo aos rolos de conformação da máquina da Esquadros o que há de mais moderno em termos de acabamento de superfície metálica.

TELHA SANDUÍCHE (TELHAS TERMOACÚSTICAS)
Conjunto aparador de bordas rígido e preciso, com facas rotativas fabricadas em aço-ferramenta D2. Possibilita o corte sem rebarbas da lateral do perfil para fabricação de telhas termoacústicas (telhas-sanduíche) com qualidade máxima no acabamento.

MOTOREDUTORES SEW ACOPLADOS DIRETAMENTE NO EIXO
Motoredutores de alta eficiência energética da marca alemã SEW rigidamente acoplados diretamente nos eixos de transmissão. Os acionamentos são bem dimensionados, proporcionando maior eficiência, consumo mínimo de energia e sustentabilidade.

ENCODER 4096 PULSOS
Encoder de medição da marca alemã SICK com 4096 pulsos para medição do comprimento da telha produzida. Garante mais precisão na medida final.

CONTROLE DE VELOCIDADE 100% DIGITAL
Ajuste de velocidade digital através da IHM (interface homem-máquina) touch-screen de última geração, ajustável de 0-100%. Painel elétrico com componentes SIEMENS, líder mundial em eletroeletrônicos, mais qualidade, durabilidade, confiabilidade e facilidade no acesso a peças de reposição.

ENQUADRAMENTO TOTAL NA NR-12
Projeto concebido para máquina segura conforme NR-12. Toda a extensão da bancada de conformação é enclausurada por proteções móveis, impossibilitando o acesso aos rolos com a máquina em operação.

GUILHOTINA MOTORIZADA ULTRA-RÁPIDA ATÉ 120 GPM
Guilhotina motorizada com velocidade ultra-rápida de até 120 golpes por minuto. É até 10 vezes mais rápida que modelos convencionais de acionamento hidráulico, além de eliminar manutenções próprias de sistemas hidráulicos, tais como: troca de óleo, troca de filtro, substituição de vedações de cilindros e reaperto de conexões devido a vazamentos. O mecanismo de acionamento com patente requerida pela Esquadros possui movimentos rolamentados que proporcionam atrito mínimo e baixa manutenção.

FACAS EM AÇO-FERRAMENTA D2
Facas da guilhotina com duas arestas de corte, fabricadas em aço-ferramenta superior D2, temperadas e revenidas à vácuo, e cortadas por eletroerosão à fio, requerem menor afiação e possuem vida útil superior. Garantem qualidade de corte com ausência de rebarbas.

SERVIÇO DE PÓS-VENDAS COMPLETO
Todas as vantagens da fabricação 100% nacional. Serviço de pós-venda completo com capacidade de resposta, apoio total ao seu negócio em todo o ciclo de vida do produto, atendimento por técnicos e engenheiros com experiência e conhecimento especializado, alta disponibilidade de peças e serviços.
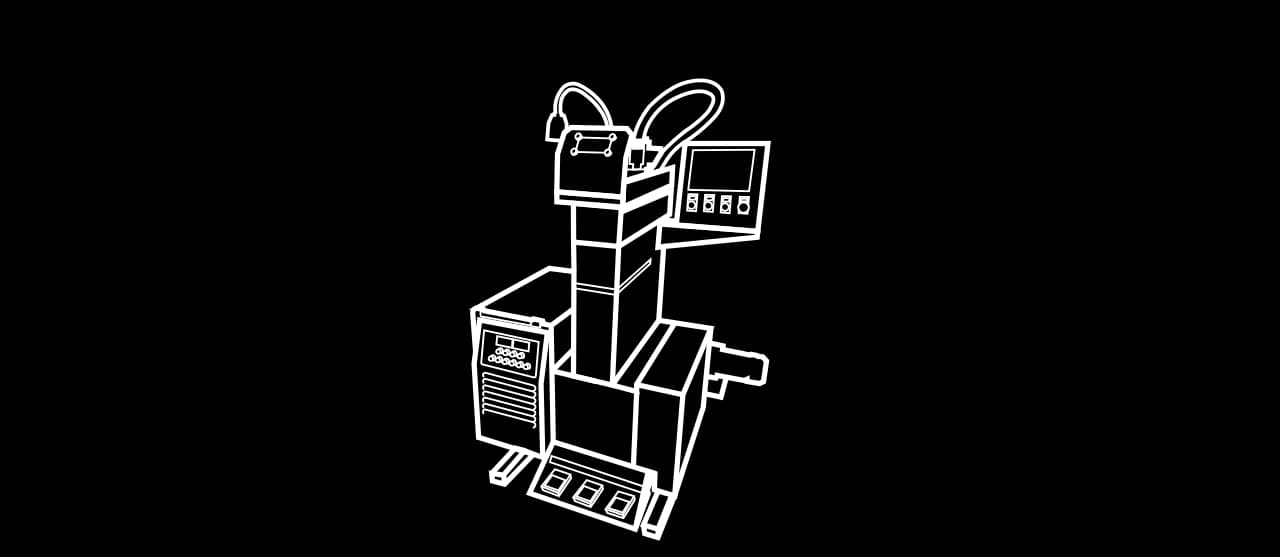
MÁQUINAS DE TELHAS ESQUADROS®
Nossas perfiladeira de telhas são modelos de performance superior, com processo de fabricação revolucionário e modelo industrial com patente requerida.
Todos os projetos dos rolos de conformação são projetados e validados no software PROFIL, de tecnologia alemã, que verifica as tensões de conformação de acordo
com as propriedades do material, proporcionando confiabilidade de que os rolos estarão aptos a conformar o perfil conforme as tolerâncias desejadas.
Conhecemos as expectativas dos nossos clientes e propomo-nos a fornecer máquinas excelentes, capazes de produzir perfis com alto padrão de qualidade.
Cada uma de nossas perfiladeiras é rigorosamente testada dentro da Esquadros e aprovada antes da entrega.
DIMENSIONAL E MODELOS DE TELHA
Produza telhas normalizadas as normas
NBR 14513 e 14514
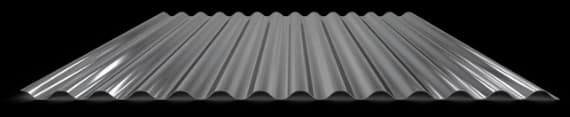
OND17


TR25X1020


TR35X1050

TR40X980


TR40X1020


POR QUE A ESQUADROS® É A MELHOR OPÇÃO?
• Porque é uma empresa nacional que fornece assistência técnica permanente;
• Porque há 36 anos a Esquadros® cumpre todos os compromissos com os clientes;
• Porque as máquinas são totalmente seguras conforme a NR12;
• Porque os projetos de suas máquinas são tecnológicos e perfeitos;
• Porque são máquinas testadas à exaustão para garantir a qualidade e performance;
• Porque os componentes são de marcas como Gerdau, Arcelor Mital, Siemens, SEW, SICK, Schmersal, Belgo Bekaert, etc;
• Porque o cliente recebe a máquina no prazo contratado;
• Porque os preços têm a melhor relação custo x beneficio e as máquinas se pagam;
• Porque a Esquadros® garante a troca por modelo superior conforme as necessidades do crescimento do negócio do cliente;
• Porque possuem todos os credenciamentos e financiamentos disponíveis no Brasil:
Finame - Leasing - Proger - Cartão BNDES - FCO - FINEP - BANCO DO NORDESTE
COMPRE TRANQUILIDADE PARA VOCÊ
MÍDIAS














Tire todas as suas dúvidas!
• Aço Galvalume: Alta resistência à corrosão, excelente durabilidade e refletividade térmica. É o mais utilizado.
• Aço Galvanizado: Opção mais econômica, com boa resistência à corrosão, mas menor vida útil em comparação com o galvalume.
• Aços Pré-pintados: Bobinas com pintura aplicada em linha contínua sobre base galvanizada ou galvalume, oferecendo melhor acabamento estético e maior proteção contra corrosão.
• Alumínio: Leve e altamente resistente à corrosão, ideal para regiões litorâneas, porém com custo mais elevado.
Conclusão: O aço galvalume, natural ou pré-pintado, é o mais popular por oferecer melhor equilíbrio entre resistência, durabilidade e custo-benefício.
Esse revestimento protege o aço contra oxidação ao unir a barreira do alumínio com a proteção do zinco, fazendo com que ele dure mais do que o aço galvanizado comum.
Também reflete melhor o calor, por isso é muito usado em telhas e coberturas metálicas.
"Galvalume®" é originalmente uma marca registrada, mas no Brasil o nome é usado de forma genérica para esse tipo de aço, que também pode aparecer com outros nomes comerciais, como Aluzinco® e Zincalume®.
O aço galvanizado é revestido apenas com zinco.
O aço Galvalume, conforme a norma ASTM A792, é revestido com uma liga de 55% alumínio, 43,4% zinco e 1,6% silício, oferecendo maior resistência à corrosão em coberturas e melhor refletividade térmica.
Para a fabricação de telhas metálicas, o Galvalume é amplamente utilizado no Brasil devido à sua durabilidade, desempenho em ambientes externos e melhor refletividade térmica quando comparado ao aço galvanizado convencional.
Quanto maior a massa de revestimento, maior a resistência à corrosão.
As telhas devem ser fabricadas com aço revestido por imersão a quente, atendendo aos seguintes critérios:
• Zincado (Z275): 275 g/m².
• Alumínio-Zinco: 150 g/m².
• Zinco-Alumínio-Magnésio: 120 g/m².
A durabilidade da telha depende diretamente da massa do revestimento, sendo essencial garantir que o material esteja dentro das especificações normativas para evitar corrosão precoce e prolongar sua vida útil.
Conforme a ABNT NBR 14513:2022, o mínimo exigido para telhas com revestimento Al-Zn é 150 g/m², correspondente à especificação AZ150.
Esse valor impacta diretamente o desempenho do produto: maior massa de revestimento aumenta a resistência à corrosão e a vida útil da telha, mas também eleva o custo da matéria-prima, pois há maior consumo de liga metálica.
No Brasil, utiliza-se o sistema métrico (g/m²), que é o padrão oficial de unidades.
Conforme a ABNT NBR 14513, o revestimento mínimo para telhas Al-Zn é: 150 g/m².
Portanto, a diferença é apenas na forma de expressar o valor.
A escolha do canal ideal varia conforme a demanda, o prazo necessário, a capacidade de negociação e a estrutura logística disponível.
Para obter o melhor custo, é fundamental avaliar o volume de compra (negociação direta com usina exige cotas mínimas), comparar preço de estoque versus preço corrente, considerar o custo logístico - especialmente o frete rodoviário e negociar condições de pagamento adequadas.
Também é indispensável analisar o impacto da estrutura fiscal da operação, incluindo eventuais incentivos, regimes diferenciados e possibilidade de aproveitamento de créditos, pois isso pode alterar significativamente o custo efetivo da tonelada.
Por fim, definir corretamente a especificação técnica (grau do aço, revestimento, espessura, tolerâncias e normas) evita perdas produtivas.
O melhor preço é aquele que resulta no menor custo total, considerando valor por tonelada, logística, condições comerciais, enquadramento fiscal e conformidade técnica.
Essa padronização assegura compatibilidade com a maioria das perfiladeiras disponíveis no setor, otimiza o aproveitamento da matéria-prima e contribui para maior eficiência produtiva, reduzindo perdas e ajustes desnecessários no processo.
• Pórtico Rolante: Alternativa eficiente para movimentação dentro da fábrica, pois corre sobre trilhos no solo e não exige estrutura preparada do galpão.
• Ponte Rolante: Melhor opção para movimentação rápida, segura e eficiente, mas requer um galpão com estrutura adequada para suportar a carga.
Para operações em fase inicial, o caminhão munck pode atender de forma provisória às necessidades de movimentação de bobinas.
O pórtico rolante representa uma alternativa adequada para galpões que não dispõem de estrutura dimensionada para suportar cargas suspensas.
Já a ponte rolante constitui a solução mais eficiente e segura.
Mas não existe um peso "melhor" para todos os casos.
Na fabricação de telhas, é comum haver pedidos pequenos e variações de espessura, cor ou acabamento.
Isso exige trocas frequentes de bobina. Por isso, bobinas muito pesadas nem sempre trazem vantagem prática.
O peso ideal depende do tipo de produção e da estrutura da fábrica.
Esse problema é mais comum em bobinas pré-pintadas importadas, pois, além do processo de laminação, essas bobinas passam pelo processo de coil coating (pintura contínua), podendo não ser rebobinadas com tensão suficiente.
Além disso, as bobinas são empilhadas no transporte marítimo, o que pode gerar deformações se não forem bem acomodadas.
Bobinas ovalizadas dificultam ou impedem o encaixe no desbobinador, causando atrasos e desperdícios na produção.
Para minimizar esse problema, recomenda-se o uso de espulas adequadas e de calços internos, garantindo maior estabilidade durante o transporte e o armazenamento.
• Telhas com pintura eletrostática (pós-formação): Em geral, não se recomenda o uso de AFP quando a telha será pintada posteriormente, salvo quando o fabricante da tinta ou do processo de pintura confirmar compatibilidade.
O revestimento anti-fingerprint é composto por uma fina camada orgânica (normalmente acrílica ou polimérica), que pode interferir na aderência da tinta caso não haja preparação adequada da superfície (limpeza química ou tratamento prévio).
Se houver pintura posterior, recomenda-se utilizar bobina sem AFP, ou garantir que o processo inclua preparação superficial compatível.
• Telhas naturais (sem pintura): Nessa aplicação, o uso do AFP é recomendado, pois ele atua como uma proteção temporária contra manchas por manuseio, marcas de dedos, riscos leves e oxidação superficial durante armazenamento e transporte.
Além disso, contribui para preservar o aspecto visual do Galvalume quando a telha é utilizada sem pintura.
Observação técnica importante: O AFP não substitui o revestimento metálico (AZ/AZM).
Sua função principal é proteção temporária durante processamento e instalação.
A escolha da espessura ideal depende da quantidade de apoios, perfil da telha e resistência necessária.
Telhas mais espessas oferecem maior resistência estrutural e são recomendadas para regiões com ventos fortes e chuvas de granizo.
Telhas mais finas são mais econômicas, mas podem apresentar maior deformação under carga, dependendo do vão entre apoios e da aplicação.
A espessura da chapa deve ser igual ou superior a 0,43 mm.
Espessuras inferiores a 0,40 mm são permitidas desde que atendam ao limite de escoamento mínimo exigido de 550 MPa e comprovem desempenho estrutural equivalente.
A escolha da espessura deve levar em conta fatores como vão livre, carga de vento e resistência mecânica necessária para cada aplicação.
É essencial que as telhas sigam essas especificações normativas para evitar problemas como menor resistência, maior risco de deformação e menor vida útil.
Quando comparamos uma telha galvanizada e uma telha galvalume com a mesma espessura nominal, o galvalume é ligeiramente mais leve.
Isso ocorre porque seu revestimento contém alumínio, que tem menor densidade que o zinco, sem alterar a resistência estrutural do aço base.
A fórmula prática é:
(kg/m) = (Espessura x Largura x 7.860) + (Massa do revestimento AZ x Largura)
Onde:
• Espessura = espessura do aço base (em metros), sem considerar o revestimento.
• Largura = largura da chapa (em metros).
• 7.860 = densidade do aço (kg/m³).
• Massa do revestimento AZ = massa do revestimento alumínio-zinco (em kg/m²), considerando as duas faces da chapa.
Assim, o peso final da telha corresponde ao aço estrutural mais a camada de proteção aplicada.
Observação: a espessura considerada é a do aço base, sem o revestimento, e a massa AZ corresponde à soma das duas faces da chapa.
• A telha pronta é vendida por metro linear, e a espessura impacta diretamente no peso e no valor final.
O galvalume, por ser mais leve, permite produzir mais metros lineares por tonelada de matéria-prima, otimizando o custo-benefício.
Hoje, no Brasil, o mais comum é especificar a espessura diretamente em milímetros (mm), o que é mais claro e preciso.
Algumas equivalências comuns (BWG - mm) são:
• 28 BWG: 0,37 mm
• 27 BWG: 0,40 mm
• 26 BWG: 0,45 mm
• 25 BWG: 0,50 mm
• 24 BWG: 0,55 mm
• 22 BWG: 0,65 mm
• 20 BWG: 0,80 mm.
Embora ainda se fale em bitola no mercado, o mais seguro é sempre confirmar a espessura real em milímetros, evitando erros na compra e na especificação das telhas.
• Meet-to-Low: A bobina tem uma espessura igual ou ligeiramente menor que a nominal especificada, reduzindo o peso por metro da telha e, consequentemente, seu custo.
• Meet-to-High: A espessura real da bobina é igual ou ligeiramente maior que a nominal, resultando em telhas mais pesadas e com custo maior devido ao maior consumo de matéria-prima.
Na prática, essa diferença impacta diretamente o peso, o consumo de aço e a robustez da telha.
Por isso, é importante compreender se a espessura informada é apenas nominal e qual a faixa de tolerância efetivamente aplicada no fornecimento da bobina.
O método mais preciso é utilizar um micrômetro, instrumento que mede a chapa com alta precisão.
É importante conferir, porque pode haver diferença entre a espessura anunciada e a real.
Por exemplo, uma telha vendida como 0,43 mm pode ter espessura menor, o que reduz peso, custo e resistência.
Para evitar problemas, recomenda-se medir o material, exigir certificado de espessura e comprar de fabricantes confiáveis.
A escolha do perfil deve levar em conta carga de vento, vão livre entre apoios, resistência estrutural e popularidade na região, pois determinados modelos são mais comuns em cada mercado.
• Telha Ondulada OND-17 (Cobertura útil: 1.000 mm): Possui ondas senoidais, garantindo boa drenagem e resistência.
• TR-25 (Cobertura útil: 1.020 mm): Perfil trapezoidal de menor altura, fácil de manusear.
• TR-35 (Cobertura útil: 1.050 mm): Perfil mais largo para fechamentos laterais.
• TR-40x980 (Cobertura útil: 980 mm): Modelo mais alto para melhor escoamento.
• TR-40x1020 (Cobertura útil: 1.020 mm): Variante com maior largura útil.
• TR-100 (Cobertura útil: 952 mm): Perfil de alta resistência para vãos maiores.
• Telha Colonial: Visual de cerâmica com a resistência do aço.
• Painel Forro: Utilizado como painel termoacústico com acabamento interno liso.
• Telha Zipada: Especial sem perfuração, unida por crimpagem para vedação superior.
Como as telhas metálicas possuem sobreposição para garantir vedação e fixação adequada, parte da largura é "perdida" no encaixe e não entra na área útil de cobertura.
É importante diferenciar:
• Largura de entrada da chapa: é a largura da bobina utilizada na fabricação (ex.: 1.200 mm).
• Largura total da telha: é a largura física da telha pronta, antes da sobreposição.
• Largura de cobertura útil: é a largura efetivamente considerada no cálculo da área coberta, já descontada a sobreposição lateral.
Na prática, é a largura útil que deve ser usada para calcular a quantidade de telhas necessárias para o projeto.
Essa norma unificou os requisitos técnicos para telhas conformadas a frio, abrangendo perfis ondulados e trapezoidais.
A antiga NBR 14514 foi descontinuada e incorporada à revisão da NBR 14513.
A norma estabelece critérios mínimos de espessura, revestimento, resistência mecânica, tolerâncias dimensionais e desempenho.
O objetivo é garantir que as telhas metálicas atendam a critérios técnicos mínimos, como espessura, revestimento, resistência mecânica e durabilidade.
Caso essa regulamentação seja oficializada, a certificação pelo INMETRO poderá se tornar um requisito para a comercialização das telhas, assegurando maior transparência ao mercado.
• Telha simples: Feita com uma única chapa metálica, oferece resistência estrutural, sendo uma opção mais acessível, mas sem isolamento térmico ou acústico.
• EPS (Poliestireno Expandido - Isopor®): Núcleo leve, versátil e de ótimo custo-benefício, amplamente utilizado em obras industriais, comerciais e residenciais.
A escolha entre PU/PIR e EPS deve considerar o tipo de aplicação, exigências técnicas do projeto e estratégia de investimento.
• PU/PIR: Requer um sistema de injeção do isolante, podendo ser:
- Processo Contínuo: Automatizado e de alta produtividade.
- Processo Descontínuo: Produção manual com prensagem do painel para fixação do isolante.
A aplicação da tinta pode ocorrer em dois momentos distintos:
• Telhas pré-pintadas: Produzidas a partir de bobinas de aço já pintadas antes da conformação, garantindo maior uniformidade e acabamento industrial de maior qualidade.
• Telhas pós-pintadas: A pintura é aplicada após a conformação da telha, permitindo maior flexibilidade de personalização em pequenas produções.
Esse processo envolve etapas de pré-tratamento, selagem, aplicação de primer e a pintura final, garantindo um acabamento uniforme e resistente.
Vantagens incluem maior resistência, durabilidade, acabamento uniforme, menor necessidade de manutenção e maior vida útil.
O processo envolve limpeza e preparação, seguida da aplicação de pintura eletrostática com poliéster em pó e cura em estufa para fixação da tinta.
Vantagens deste método incluem maior flexibilidade na escolha de cores e viabilidade para produção em pequenas quantidades.
É ideal para produzir peças longas ou em grandes quantidades com precisão dimensional e alta eficiência produtiva, sendo a técnica mais utilizada no setor.
A chapa passa por sucessivas dobras em cada castelo por meio de rolos, garantindo precisão e qualidade na geometria final do perfil.
• 16 castelos para perfis trapezoidais.
• 10 castelos para perfis ondulados.
Máquinas com menos estágios podem gerar deformações e desalinhamentos, resultando em um produto sem qualidade aceitável para o mercado.
Opções comuns têm capacidade para até 10 ou 15 toneladas.
É essencial que o equipamento possua expansão centralizada do mandril para fixação segura.
Modelos avançados contam com controle eletrônico automático de velocidade e tensão sincronizados com a máquina para aumentar a produtividade.
No entanto, existem máquinas de estrutura dupla que permitem produzir dois perfis distintos no mesmo equipamento, otimizando o espaço físico da fábrica.
Máquinas triplas podem apresentar limitações operacionais e não são recomendadas para quem busca estabilidade e qualidade no longo prazo.
A produtividade efetiva depende do tempo de ciclo de corte e das rampas de velocidade.
Em geral, a capacidade varia entre 800 e 3.000 metros de telha por hora, conforme o perfil e o comprimento das peças.
Para operar com telhas de até 12 metros, recomenda-se uma área total de cerca de 24 metros de comprimento por 2 metros de largura.
Produções de telha sanduíche exigem área adicional para o processo de colagem e montagem.
Empresas que não seguem a norma assumem riscos de acidentes e podem sofrer multas, paralisação da produção ou interdição da fábrica.
• Inconformidade dimensional e geométrica.
• Clareiras entre as telhas que comprometem a vedação.
• Vazamentos e infiltrações de água e vento.
• Bordas deformadas que dificultam o encaixe.
• Ausência de padronização no produto final.
• Estética comprometida da cobertura.
• Perda de material por alto índice de refugo.
• Problemas com resistência estrutural da telha.
Garantir conformidade com as normas é essencial para evitar prejuízos financeiros e reclamações de clientes.
A falta de assistência técnica eficiente e a dificuldade na reposição de peças impactam diretamente a produtividade e o resultado financeiro do negócio.
Telhas com defeitos recorrentes comprometem a credibilidade da marca e afetam futuras vendas.
Investir em máquinas confiáveis protege a imagem da empresa e fortalece sua posição no mercado regional.
• Analisar se a máquina é tecnicamente adequada à sua aplicação.
• Visitar as instalações do fabricante para avaliar o padrão de qualidade.
• Buscar referências reais com outros clientes ativos do fabricante.
• Visitar máquinas em operação para avaliar o desempenho real.
• Priorizar máquinas com maior nível de automação.
• Verificar a estrutura de pós-venda para peças e serviços.
• Avaliar a solidez financeira e o histórico do fabricante.
• Alta produtividade sem necessidade de grandes estoques de telhas prontas.
• Ausência de pedido mínimo.
• Capacidade de entrega imediata.
• Produção de comprimentos personalizados sob medida.
• Controle total do padrão de qualidade interno.
Para uma estimativa adequada à sua realidade de mercado, é necessário consultar a equipe técnica e comercial do fabricante.
Também contribuem a popularização em obras residenciais, a reciclabilidade do aço e a rapidez na instalação, que reduz custos estruturais e de mão de obra.
• Telhas de barro: Tradicionais, mas muito pesadas e com alto índice de quebra.
• Telhas de concreto: Resistentes, porém extremamente pesadas.
• Telhas de fibrocimento: Mudaram de características após a retirada do amianto.
• Telhas ecológicas: Leves, mas com baixa resistência mecânica.
• Telhas de vidro: Caras e de manutenção frequente.
As telhas metálicas se consolidaram como a melhor alternativa por sua leveza e durabilidade.
Vantagens incluem maior vida útil, rapidez na instalação, variedade de modelos e excelentes opções termoacústicas.
Além disso, o aço é 100% reciclável e as telhas exigem menor manutenção ao longo do tempo.
• Espaço físico adequado para acomodar a linha e o estoque.
• Máquina perfiladeira de qualidade.
• Bobina de matéria-prima (aço revestido).
• Sistema para movimentação segura das bobinas (ponte ou pórtico).
Com essa estrutura básica, é possível iniciar a operação e crescer conforme a demanda.
Isso reduz os altos custos logísticos e o risco de avarias no transporte de telhas prontas, permitindo preços mais competitivos e maior flexibilidade na produção personalizada.
NÃO EXISTE
COMPARAÇÃO
Componentes de primeira linha que garantem
melhor performance e longevidade para o seu equipamento.
O QUE FAZ UMA MÁQUINA
SER UMA ESQUADROS®
Máquinas modernas com conceito inovador.
O estado de arte no processamento de bobinas.

Pagamento Facilitado
Somos credenciados para todos
os financiamentos disponíveis
no Brasil...

Troca Garantida
Garantimos a troca por modelo superior
conforme as necessidades de crescimento
do seu negócio.

Fale Conosco
Tem alguma dúvida? converse com
um especialista online ou ligue para:
16 3712 4100.