







O QUE É CORTE LONGITUDINAL?
A Esquadros fabrica máquinas de alta tecnologia para corte longitudinal (corte slitter) de bobinas metálicas.
O corte longitudinal é um processo de fabricação industrial que consiste no cisalhamento (corte) de uma bobina metálica em várias tiras com larguras menores, no mesmo sentido do fluxo de processamento da bobina. Estas tiras serão rebobinadas, formando vários rolos com larguras menores.
A imagem abaixo ilustra de forma simplificada o processo de corte longitudinal. A partir de uma bobina metálica, a tira é processada em uma máquina chamada Linha de corte longitudinal (LCL), também chamada de máquina de corte slitter, produzindo vários rolos de tiras com larguras menores, mais estreitas.
Os materiais processados através do corte longitudinal normalmente têm espessura entre 0,20 e 10,00mm, com bobinas de entrada cujo peso varia entre 5 e 35 toneladas e larguras de até 2.000mm. Materiais com características diferentes desse padrão também podem ser processados.
POR QUE O CORTE LONGITUDINAL É NECESSÁRIO?
A bobina metálica, ou “bobina-mãe”, é produzida por uma usina siderúrgica, com largura que normalmente varia de 1.000 a 1.500mm. Em várias aplicações, é necessário adequar a largura dessa bobina para processamento futuro em máquinas como linhas de alimentação de prensas e perfiladeiras de chapas. Assim, recorre-se ao processo de corte longitudinal, largamente utilizado na indústria metalúrgica como um processo intermediário. Entre as indústrias que utilizam o processo de corte longitudinal, podemos citar:
- Automobilística;
- Construção civil (fabricação de perfis estruturais, dry-wall, calhas etc.);
- Centros de serviço em aço (distribuidores);
- Esquadrias metálicas;
- Estamparias de metais;
- Linha branca;
- Móveis de aço;
- Prateleiras, gôndolas e expositores;
- Refrigeração e HVAC (aquecimento, ventilação e ar-condicionado);
- Tubos de aço soldados (formadoras de tubos, ou perfiladeiras de tubos), entre muitos outros.
QUAL A RELAÇÃO ENTRE O CORTE LONGITUDINAL E A PALAVRA “SLITTER”?
Em inglês, o processo de corte longitudinal é chamado de “slitter”, e as máquinas conhecidas no Brasil como Linha de corte longitudinal são chamadas de “slitting lines”.
Slitter e slitting são derivadas da palavra “slit”, que de acordo com o Cambridge Dictionary significa “fenda, corte ou incisão”. O verbo “to slit” quer dizer “cortar”.
Mesmo no Brasil, no dia-a-dia do mercado do aço, a palavra já está popularizada, sendo comum ouvir a expressão máquina “slitter” referindo-se à linha de corte longitudinal, ou até bobina “eslitada”, um anglicismo.
O termo correto para a bobina “eslitada”, ou seja, o produto resultante do corte longitudinal de bobinas, de acordo com a norma NBR 5903 - que define a terminologia para produtos laminados de aço plano - é a palavra “rolo”. Os rolos são então as bobinas com larguras menores, mais estreitas, oriundas do rebobinamento das tiras seccionadas pelo corte longitudinal.
O QUE É CISALHAMENTO?
De acordo com a norma alemã DIN 8588, o processo de manufatura chamado “separação” (dividing) inclui a subcategoria do cisalhamento. Pela definição do termo, a separação significa a separação mecânica de um corpo sem a geração de cavacos. O corte por cisalhamento, ou simplesmente o cisalhamento, é a separação de um corpo entre duas arestas cortantes que se movem uma contra a outra. O cisalhamento é de extrema importância nas aplicações industriais.
QUAIS OS OUTROS TIPOS DE CORTE DE BOBINAS?
As bobinas metálicas podem ser cortadas basicamente por três tipos de operações diferentes:
- Corte longitudinal;
- Corte transversal;
- Corte transversal e longitudinal combinado;
Mas, qual a diferença?
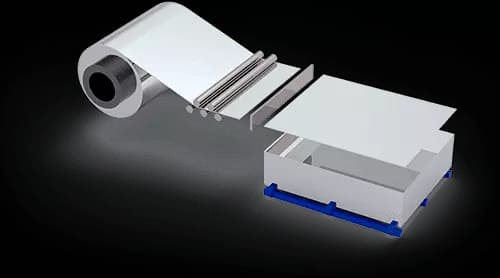
No corte transversal, as bobinas são cortadas (cisalhadas) em chapas, como ilustra a imagem abaixo. O corte transversal é feito em uma máquina chamada Linha de corte transversal (LCT), também conhecida no mercado como “desbobinadeira de chapas” ou “endireitadeira de chapas”. Você pode saber mais sobre o corte transversal em: esquadros.com.br/informacoes/corte-transversal
No corte transversal e longitudinal combinado, as bobinas são cortadas (cisalhadas) em blanks, ou blanques. Os blanks são as peças que foram cortadas em ambos os sentidos, tanto transversal quanto longitudinal, como ilustra a imagem abaixo - diferentemente das chapas, que foram cortadas apenas no sentido transversal e preservam as bordas originais da bobina. O corte combinado é feito em uma máquina chamada Linha de corte transversal e longitudinal combinado (LCTL), também conhecida no mercado como “blanqueadeira” ou “multi-blanking line” - linha de múltiplos blanks. Na linha de corte combinado da Esquadros é possível inclusive cortar múltiplos blanks com rebobinamento parcial simultaneamente. Ou seja, nossa Linha de corte combinado (LCTL) permite a realização de todas as operações de corte, simultaneamente, em uma única máquina! Você pode saber mais sobre o corte transversal e longitudinal combinado em: esquadros.com.br/informacoes/corte-longitudinal-e-transversal
O QUE É LINHA DE CORTE LONGITUDINAL (LCL)?
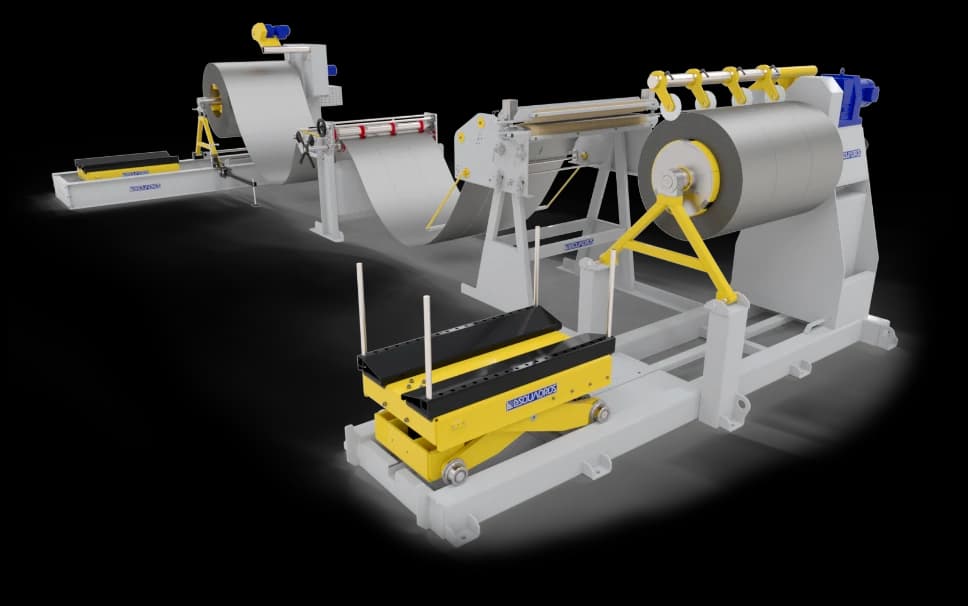
A linha de corte longitudinal é uma combinação de máquinas para o processamento de bobinas metálicas com o objetivo de dividir a bobina-mãe em vários rolos com larguras menores. Essa combinação de máquinas tem como módulos principais:
- Desbobinador - responsável pelo desenrolamento da bobina;
- Tesoura rotativa - responsável pelo cisalhamento da tira original em várias tiras com larguras menores;
- Tensionador - responsável por criar a tensão necessária ao rebobinamento;
- Rebobinador - responsável por realizar o rebobinamento das tiras, formando os rolos;
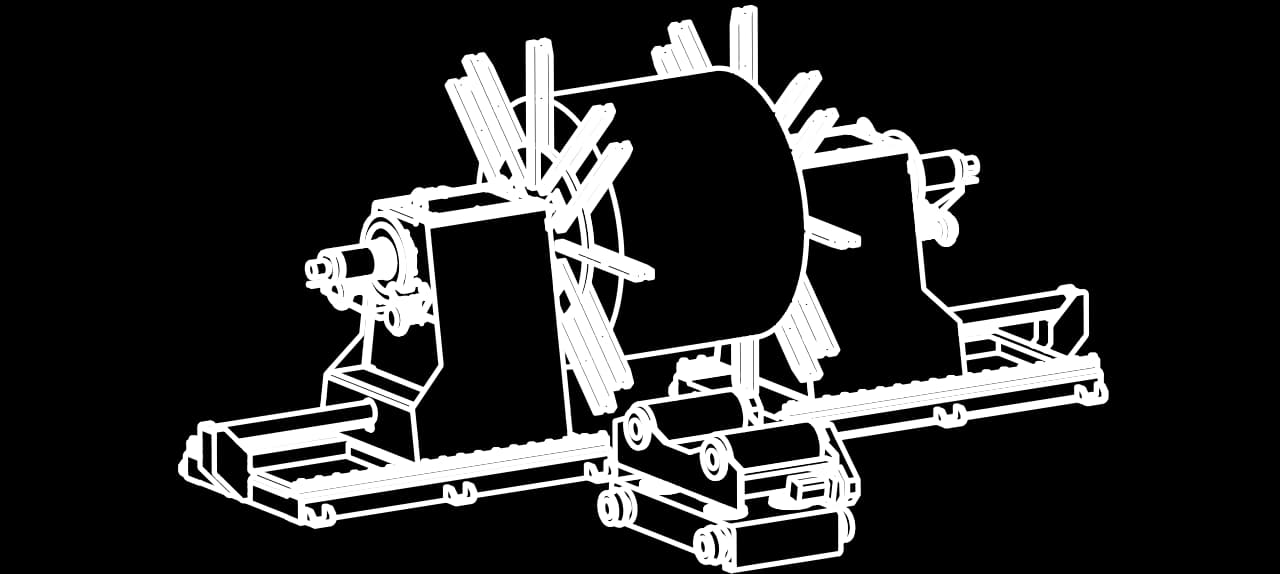
A Tesoura Rotativa - ou cabeçote de corte - é um módulo fundamental em uma linha de corte longitudinal, pois é nela em que são feitos os cortes longitudinais. Os cortes são feitos através da passagem da tira metálica entre duas facas circulares, que são montadas nos dois eixos da Tesoura Rotativa, sendo um eixo superior e outro inferior. As facas funcionam como uma tesoura - porém rotativa - de forma que o material é cisalhado (cortado) ao passar entre o par de facas (faca inferior e superior). A imagem abaixo mostra uma tesoura rotativa.

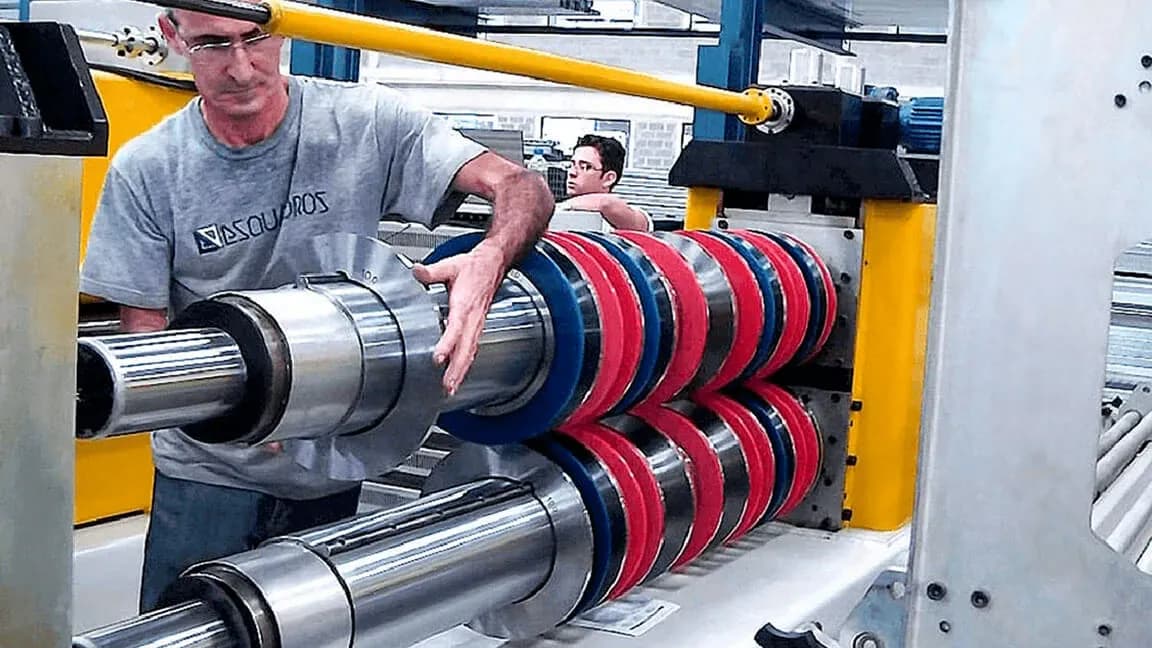
As facas circulares rotativas são montadas na Tesoura Rotativa obedecendo a um plano de corte da bobina, ou seja, uma definição de quais devem ser as larguras de cada tira após o corte longitudinal, sendo estas larguras determinadas de acordo com o produto final de cada cliente. A imagem abaixo mostra o processo de montagem das facas circulares rotativas, que são apoiadas lateralmente por anéis expulsadores e separadas entre si por anéis espaçadores.
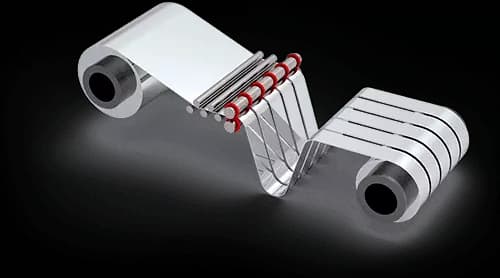
A imagem abaixo mostra as tiras de aço já cisalhadas, seccionadas em várias tiras com larguras menores. A quantidade máxima de cortes simultâneos que uma Tesoura Rotativa consegue fazer está diretamente relacionada ao diâmetro e comprimento dos eixos da máquina, de forma que a deflexão máxima dos eixos durante o corte não ultrapasse os valores pré-determinados pelos cálculos do projeto. Quanto maior a espessura, a quantidade de corte e a resistência do material a ser cortado, maior será a deflexão sofrida pelos eixos da Tesoura Rotativa. É fundamental que a Tesoura Rotativa tenha precisão e rigidez para garantir um corte longitudinal de qualidade.

Após a passagem pela Tesoura Rotativa, que secciona a chapa de aço em várias tiras com larguras menores, estas tiras seccionadas são introduzidas no módulo Tensionador, que pressiona as tiras, criando a tensão necessária para um rebobinamento de qualidade. Caso não haja tensão suficiente produzida pelo Tensionador, as bobinas rebobinadas ficarão frouxas, dificultando o processamento subsequente e gerando custos adicionais.

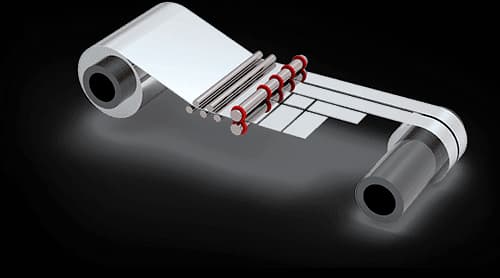
A imagem abaixo mostra as tiras durante a passagem pelo fosso e na entrada do tensionador. O fosso fica localizado entre a Tesoura Rotativa e o Tensionador, e é necessário para compensar a diferença de comprimento das tiras gerada durante o rebobinamento, atuando como um pulmão, impedindo que as tiras toquem o chão e prevenindo a parada da linha devido ao esticamento da menor tira.

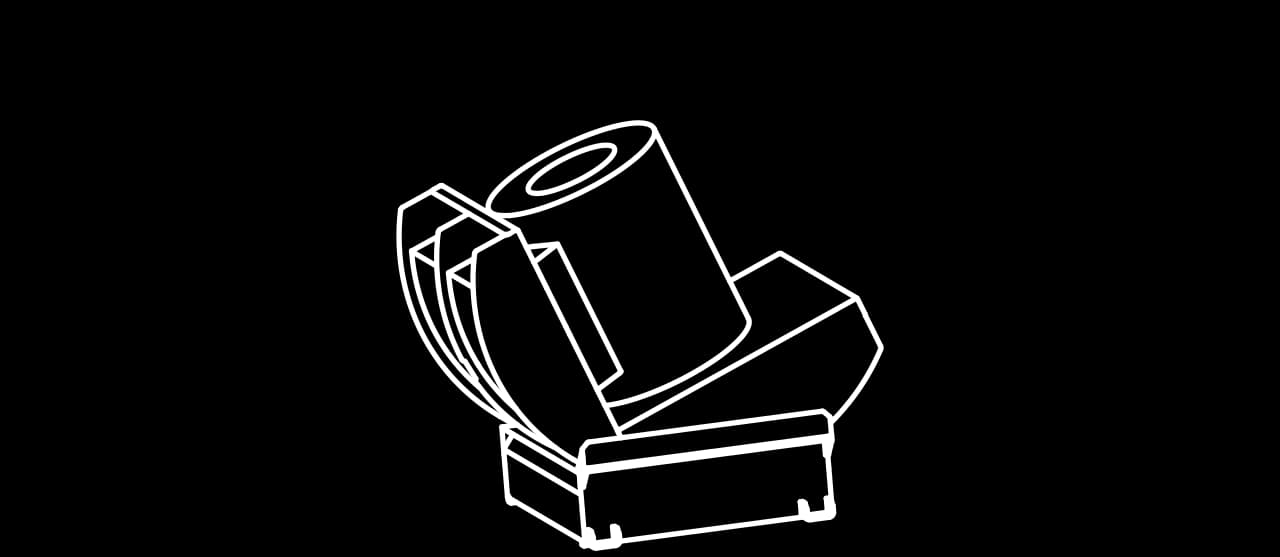
Após a passagem pelo Tensionador, as tiras são então rebobinadas, ou bobinadas, formando várias bobinas com larguras menores, mais estreitas, ou rolos, como mostrado na imagem abaixo.

As linhas de corte longitudinal são máquinas usadas por:
- Centros de serviço em aço, que são empresas distribuidoras que revendem a matéria-prima para a indústria metalúrgica;
- Indústrias que desejam comprar a bobina-mãe e realizar internamente o processo de corte longitudinal para possibilitar a fabricação de seus produtos finais.
SOBRE O FERRAMENTAL DE CORTE NA MÁQUINA DE CORTE SLITTER
O ferramental de corte é, portanto, componente essencial para o bom funcionamento de uma linha de corte. É composto basicamente por:
- Facas circulares rotativas;
- Anéis expulsadores com revestimento de poliuretano;
- Anéis separadores;
Alguns cuidados devem ser tomados para o bom funcionamento do ferramental de corte, entre eles:
- As facas devem ter precisamente o mesmo diâmetro de forma que a velocidade periférica seja a mesma.
- A folga entre o diâmetro das facas e o diâmetro dos eixos, bem como a folga nas chavetas - se houver - deve ser ajustada a fim de não permitir jogo das facas.
- As facas devem ser fabricadas em material de alta resistência, tratadas termicamente e retificadas com precisão milesimal, preferivelmente lapidadas e polidas. Todas as peças do ferramental devem ter baixa rugosidade, superfícies livres de marcas e serem limpas rigorosamente, para que não criem espaços indesejados no aperto das porcas hidráulicas e desviem do plano vertical correto.
- A vida útil das facas depende da realização de uma lubrificação adequada, especialmente para materiais com espessuras grossas ou para altas velocidades.
- A afiação deverá ser feita mantendo o paralelismo existente entre as faces da faca e não alterando a perpendicularidade entre as faces e o furo da faca.
- As facas devem ser armazenadas de forma a minimizar a possibilidade de corrosão. Recomendamos a utilização de caixa de madeira, com compartimento próprio para cada faca, para armazenamento adequado. Choques e batidas podem danificar as arestas de corte das facas rotativas.
- Demais peças poderão ser amarzenados em armários apropriados que facilitem o gerenciamento e operação.
- Anéis expulsadores não devem ser armazenados por muito tempo sem utilização, sob o risco de perderem sua propriedade elástica e se tornarem quebradiços e inutilizáveis.
VEJA COMO FUNCIONA A LINHA DE CORTE LONGITUDINAL (LCL)
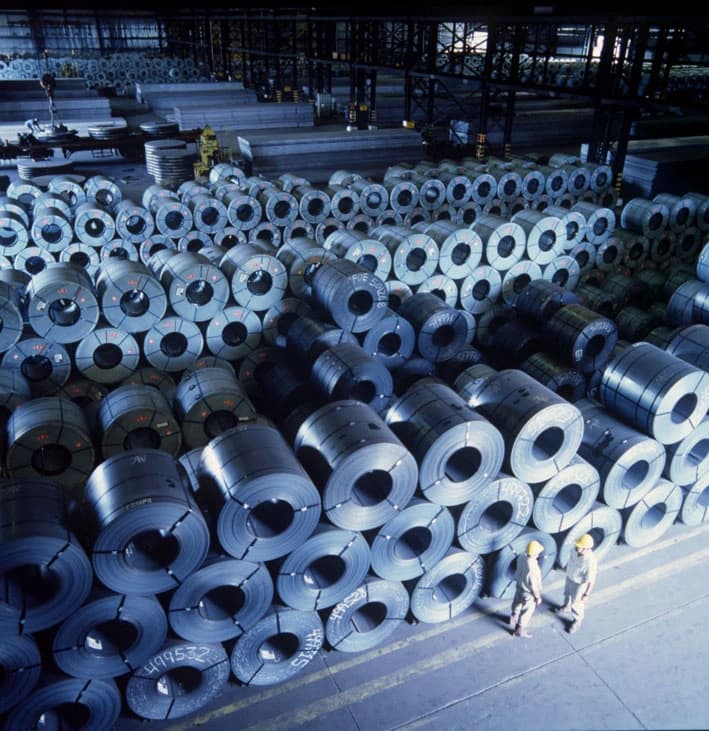
ANTES E DEPOIS
As imagens abaixo retiradas do website do Instituto Aço Brasil (https://acobrasil.org.br/site), mostram como são as bobinas antes do corte longitudinal e os rolos após o corte.

PARA QUE SÃO USADAS OS ROLOS ("BOBINAS ESLITADAS")?
O corte longitudinal é, portanto, indispensável para a indústria de transformação. Mas para que são usados os rolos? Qual é a sua aplicação? Os rolos são usados em processos industriais subsequentes, tais como alimentação automática de prensas e perfiladeiras, para fabricação de produtos finais em indústrias metalúrgicas.
QUAIS MATERIAIS PODEM SER PROCESSADOS PELO PROCESSO DE CORTE LONGITUDINAL?
Vários materiais podem ser cortados pelo processo de corte longitudinal, até mesmo o plástico ou papel, mas estes são segmentos totalmente distintos da atuação da Esquadros, com máquinas também específicas para esses materiais, então foca-se aqui nos materiais metálicos.
Diz-se bobinas metálicas pois vários tipos de materiais metálicos podem ser submetidos a esse processo. Predominantemente é usado o aço-carbono, mas também são passíveis de processamento via corte longitudinal o aço galvanizado, aço galvalume, aço inoxidável, açosilício (“aço elétrico”), aço pré-pintado, alumínio, cobre, bronze, folha-de-flandres, latão, entre outros.
Cada material possui suas próprias propriedades mecânicas, como resistência à tração e limite de escoamento, o que impacta diretamente nos requisitos da Linha de corte longitudinal para que se obtenha um corte de qualidade.
COMO GARANTIR A QUALIDADE DO CORTE LONGITUDINAL E DOS ROLOS?
Os pontos abaixo são alguns dos fatores imprescindíveis para que se obtenha um corte longitudinal de qualidade:
- Precisão e rigidez da tesoura rotativa;
- Qualidade do ferramental de corte - facas circulares além de retificadas podem ser lapidadas e polidas, alcançando rugosidade na superfície de até Ra 0,10 μm;
- Limpeza, armazenagem, afiação e manuseio correto do ferramental de corte;
- Montagem correta do ferramental de corte na tesoura rotativa;
- Ajuste de “folgas” entre as facas adequado à aplicação (ajuste do afastamento lateral e interferência positiva/negativa adequada de acordo com a espessura e tipo de material a ser processado);
- Alinhamento perfeito dos eixos separadores de tiras;
- Tensão suficiente aplicada às tiras pelo tensionador;
- Torque de rebobinamento suficiente, entre outros;
QUAIS AS VANTAGENS DE TER UMA LINHA DE CORTE LONGITUDINAL?
Entre as vantagens de adquirir uma linha de corte longitudinal, ou seja, verticalizar o processo, podemos citar os seguintes:
- Menor custo de aquisição da matéria-prima: o preço da bobina é menor do que o preço do rolo, uma vez que a bobina sai diretamente da usina siderúrgica, na qual é produzida, enquanto o rolo será processado em um centro de serviço por uma Linha de corte longitudinal, sendo que o custo desse serviço será naturalmente incorporado ao preço do rolo.
- Menores custos de armazenamento da matéria-prima: estocar uma bobina-mãe é mais conveniente e mais barato do que estocar os rolos, uma vez que requer muito menos espaço para armazenamento.
- Menor dependência de fornecedores na aquisição da matéria-prima: o serviço de corte longitudinal (corte slitter) feito na bobina depende do plano de corte específico que se deseja produzir. Dessa forma, é necessário esperar a programação de produção do fornecedor e, depois, o prazo do frete, antes de se receber os rolos.
- Menor lead-time para fabricação do produto final: com a Linha de corte longitudinal in company, a partir da ordem de fabricação é possível em poucos minutos já ter o rolo na largura necessária, podendo encurtar o lead-time do produto final em até semanas.
- Planejamento de produção facilitado: menos itens de estoque para gerenciar, menor lead-time, mais qualidade gerando menos retrabalho, são fatores que auxiliam o PPCP da empresa.
- Otimização do uso da matéria-prima: com o processamento interno da bobina criam-se mais oportunidades para aproveitamento do material, inclusive estocar parte do rolo para posterior processamento.
- Precisão e qualidade constantes: é possível controlar internamente a qualidade do processo, garantindo um alto padrão de qualidade.
QUAL O PREÇO DE UMA LINHA DE CORTE LONGITUDINAL?
Os preços são variáveis e dependem da configuração da máquina. Na Esquadros, nossa equipe de engenharia de aplicações trabalha para especificar a máquina mais adequada para cada cliente, levando em consideração os seguintes requisitos:
- Peso máximo da bobina;
- Larguras mínima e máxima da bobina;
- Espessura mínima e máxima do material;
- Tipo de material (qualidade, superfície, limite de resistência, limite de escoamento etc.)
- Expectativa de volume de processamento mensal;
- Quantidade máxima de cortes;
- Quantidade máxima de cortes na espessura máxima.
Há ainda vários acessórios que podem ser incluídos em uma Linha de corte longitudinal com vistas à redução do tempo de setup e aumento da produtividade, tais como:
- Abertura do cabeçote de corte;
- Troca automática do ferramental de corte;
- Cruz-giratória na saída das bobinas;
- Linha de embalagem de rolos (bobinas “eslitadas”);
E agora, ficou mais compreensível o que é o corte longitudinal na indústria?
QUAIS AS FACILIDADES PARA PAGAMENTO DA MÁQUINA?
A Esquadros se orgulha de ser uma empresa 100% brasileira e ter a sua linha de produtos credenciada pelo BNDES (Banco Nacional de Desenvolvimento Econômico e Social). Atualmente, o produto oferecido pelo BNDES para financiamento de máquinas como a Linha de corte longitudinal é o FINAME BK AQUISIÇÃO, que tem por objetivo geral “Financiar, por intermédio de Agentes Financeiros credenciados, a aquisição, a produção e a comercialização de máquinas e equipamentos(…), novos, de fabricação nacional, credenciados no BNDES”.
Neste link podem ser encontradas informações sobre as condições da linha FINAME BK AQUISIÇÃO:
www.bndes.gov.br/financiamento Neste link pode ser feita uma simulação do financiamento: www.bndes.gov.br/simulador/
A ESQUADROS É ESPECIALISTA NA FABRICAÇÃO DE LINHA DE CORTE LONGITUDINAL
Todas as nossas linhas de corte transversal, longitudinal (slitter) e combinados (blank) podem ser configuradas conforme as espessuras, larguras, propriedades dos materiais e o volume de processamento de cada cliente.
Nossas máquinas são eletronicamente controladas em malha fechada e processam aço carbono, aço inoxidável, pré-pintado, alumínio, dentre outros metais, atendendo as mais variadas exigências, sempre enquadradas em normas técnicas e de segurança.
A partir do conceito que usamos em todos os nossos produtos, propomo-nos a produzir máquinas:
- Com alta tecnologia e padrão de qualidade mundial;
- Seguras, confiáveis e duráveis;
- Flexíveis e configuráveis de acordo com as necessidades e particularidades de cada cliente;
- Fáceis de operar, com tempos de setup reduzidos, baixo custo de instalação e manutenção.
Você pode saber mais sobre nossas Linhas de corte longitudinal em:
esquadros.com.br/linhas-de-corte-longitudinal-slitter
Para saber mais sobre o que é corte longitudinal, entre em contato pelo telefone (16) 3712-4100 ou clique aqui e entre em contato por e-mail.
Publicações Relacionadas
 MÁQUINA DE SLITTER
MÁQUINA DE SLITTER LINHA DE CORTE TRANSVERSAL
LINHA DE CORTE TRANSVERSAL CORTE SLITTER
CORTE SLITTERRelacionadas


